|
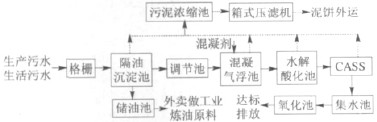
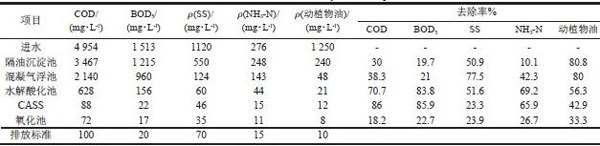
【食品加工污水处理设备】骨类食品加工废水处理工艺时间:2018-05-05 某公司主要从事生物技术研发、生产及应用的高科技调味品的开发和生产,目前公司主要产品包括以骨头为原料的香精,复合调味料及骨油等。为了改善环境,同时为了提高企业综合竞争力,公司现拟投资建设生产废水处理工程,使废水经处理后达标排放,减轻对环境的污染。 1 废水水质、水量及排放标准 该公司的废水来源主要包括设备清洗水、鲜骨清洗水、地面冲洗水、生活污水、冷凝水等。原废水水质为:COD 为5 000 mg/L,BOD5 为1 500 mg/L,SS、NH3-N、动植物油质量浓度分别为1 000、280、1 200mg/L。根据当地环保部门要求,经处理后出水水质要求达到污水综合排放标准(GB 8978-1996)一级排放标准,即:COD 为100 mg/L,BOD5 为20 mg/L,SS、NH3-N、动植物油质量浓度分别70、15、10 mg/L。根据该公司提供的水质资料,废水处理设计处理规模为420 m3/d,即17.5 m3/h。 2 废水处理工艺 2.1 废水处理工艺比较与选择 该公司废水有以下特点:废水中含有大量的有机物如脂类和蛋白质,COD、SS、动植物油及氨氮含量较高,废水可生化性好。在废水处理过程中,废水中的浮油、分散油、溶解油及悬浮物,形成油膜后会阻碍大气复氧,断绝水体氧的来源;而溶解油,由于需氧微生物的作用,而且在分解过程中消耗水中溶解氧,使水体形成缺氧状态。流入到生物处理构筑物中的油类,还会影响活性污泥和生物膜的正常代谢过程。因此在该废水处理中,先去除废水中的油类及悬浮物至关重要。 该项目中,预处理过程的主要目的是除油,因而在工艺选择时首先采用构造简单,易运行管理并且除油效果稳定的平流式隔油沉淀池。同时在预处理段辅以混凝气浮过程。混凝气浮过程采用加药混凝后用气液混合泵,边吸水边吸气,在泵内加压混合,气液溶解效率高,微细气泡20~30 μm,可取代加压泵、空压机、大型溶气罐及释放头等,克服了传统装置运行不稳及大气泡翻腾的问题及释放头堵塞问题,运行长期稳定,易操作、易维护、低噪音。 因废水含有大量的大分子物质,在废水进行好氧处理前首先采用厌氧处理过程。水解酸化生物处理是利用厌氧反应中的水解和产酸作用而避开厌氧处理的甲烷发酵过程,在这一过程中,大量悬浮物可水解为可溶性物质,大分子物质可水解为小分子物质,BOD5 和COD 的比值有所提高,增加了污水的可生化性,有利于生化处理。另外水解酸化工艺不需要水、气、固三相分离器,同时由于第一、二阶段反应迅速,故水解池体积小,降低了造价并方便维护。并且水解、产酸阶段的产物主要是小分子的有机物,可生化性一般较好,故水解池可以改变原污水的可生化性,从而减少反应时间和处理的能耗。因而在厌氧段采用水解酸化工艺。 CASS 工艺是SBR 工艺的一个变形工艺,在屠宰废水中已有较多的应用。该工艺具有工艺流程简单、占地面积小、投资较低、运行灵活、抗冲击能力强、污泥沉淀效果好且不易发生污泥膨胀优点,因而在好氧段采用CASS 工艺。 对于后续处理工艺,化学氧化过程相对于其他处理过程,对氨氮的去除率可达90%~100%,处理不受水温影响,处理效果稳定,且基建费用低。 因此本方案设计最终确定采用隔油沉淀+混凝气浮+水解酸化+CASS+化学氧化工艺。 2.2 污泥处理工艺比较与选择 根据设计要求,隔油沉淀池、混凝气浮池、水解酸化池和CASS 反应池排放出的污泥进入污泥浓缩池浓缩。本次污泥处理工艺采用污泥浓缩再经压滤机压滤干化的污泥处理工艺。 2.3 工艺流程 从车间排出的废水在经格栅去除较大悬浮物后先经过隔油沉淀池,将废水中的泥沙沉淀,大部分油类、悬浮物被隔挡出来,出水自流进入调节池,以调节废水的水质和水量,调节池中的废水经流量计量后泵入混凝气浮池发生混凝气浮反应,除去大部分油类和悬浮物,同时COD、氨氮也大幅下降,气浮池出水自流进入水解酸化池并发生水解酸化反应,出水根据CASS 反应池工作周期需要,被分配至需要进水的池子发生生化反应,完成有机物的降解,出水进入清水池并与投加进来的氧化剂发生反应,达标水经排放口排放。隔油沉淀池、混凝气浮池、水解酸化池、CASS 反应池产生的污泥均进入污泥浓缩池,经浓缩后用泵提升至污泥压滤机压滤,滤液回流至调节池。污泥浓缩池的上清液自流回调节池。污泥压滤机滤料由该厂视其用途自行处置。隔油沉淀池上层分离收集的油脂排入储油池,统一回收后外卖作为工业炼油原料。废水及污泥处理工艺流程见图1。
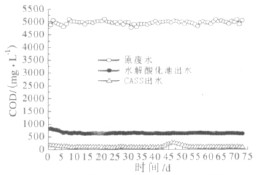
3 主要构筑物及设计参数 3.1 格栅池 设计流量17.5 m3/h,数量1 座,尺寸2 m×1 m×1.5 m,内设机械格栅1 台,型号LHG-1-1.5。 3.2 隔油沉淀池 1 座,设计流量17.5 m3/h,每格尺寸10.8 m×2 m×2.5m,水力停留时间2 h。内设潜污泵3 台,1 用1 备。型号25WQK7-15-1.1,流量7 m3/h,扬程15 m,功率1.1 kW。隔油沉淀池所选用的潜水排污泵采用旋流式的下吸结构,具有不怕堵塞、耐磨损、运行可靠、维修方便、排水彻底等优点,较好解决了浓浆泵不能抽吸重量较大的颗粒而其它污水泵有堵塞的难题。 3.3 储油池 1 座,尺寸2 m×1 m×2 m。 3.4 调节池 1 座,设计流量15.0 m3/h,尺寸为7.8 m×5.4 m×5.5 m,水力停留时间14 h。内设提升泵2 台,1 用1备,型号65QW25-15-2.2,流量25 m3/h,扬程15 m,功率2.2 kW,预曝气穿孔管道24 m。 3.5 混凝气浮池 1 座(混凝反应、接触、分离三室合建)。设计流量15.0 m3/h,尺寸4.8 m×2 m×2.5 m。水力停留时间1.6 h。外设气液混合泵2 台,1 用1 备,型号40FP,泵过流水量5.7 m3/h,扬程10 m,功率1.5 kW。 3.6 水解酸化池 1 座,设计流量15.0 m3/h,尺寸为5.0 m×5.0 m×5.3 m,上升流速0.6 m/h,内设弹性填料75.0 m3,布水采用穿孔管布水。 3.7 CASS 反应池 设计流量15.0 m3/h,数量2 座,单池尺寸4 m×8.5 m×5.5 m,最高水位5.0 m,最低水位3.0 m,超高0.5 m,BOD5 污泥负荷0.1 kg/(kg·d),污泥质量浓度3 000 mg/L,反应池运行周期8 h,每池内设1 套滗水器,单套滗水水量50 m3/h。滗水器无需任何动力设施,排水口在水面下500 mm左右,可有效防止浮渣进入滗水器。滗水器型号XEF-50,滗水速度50m3/h,CASS 反应器曝气系统采用散流式曝气器,该曝气器对空气气泡进行两次切割,与传统的曝气器相比氧的利用率有所提高,且具有不易发生堵塞、能耗低、使用寿命长、安装使用方便等优点。CASS 反应器设污泥回流泵3 台,2 用1 备,型号40ZW20-15-2.2。 3.8 集水池 1 座,尺寸1.4 m×8.4 m×3.5 m。 3.9 氧化池 1 座,尺寸1.4m×8.4m×3.5m,水力停留时间1.3 h。 3.10 鼓风机房 1 间,尺寸3.5 m×2.8 m×4 m。内设鼓风机2 台,1 用1 备,型号SSR100-100A,风量7.32 m3/min,功率11 kW。 3.11 加药间 1 间,尺寸3.5 m×3 m×4 m。内设混凝剂加药装置1 套,加药泵2 台,1 用1 备,型号103 型,流量4m3/h,扬程11 m,功率0.75 kW。加药流量计1 台,型号LZB-25F,溶药加药池(防腐)数量1 座。尺寸1m×1 m×1.2 m。絮凝剂加药装置1 套,加药泵2 台,1 用1 备。型号103 型,流量4 m3/h,扬程11 m,功率0.75 kW。加药流量计1 台,型号LZB-25。溶药加药池1 座。尺寸1 m×1 m×1.2 m。氧化剂加药装置1套,包括加药泵2 台,1 用1 备,型号103 型,流量4m3/h,扬程11 m,功率0.75 kW。加药流量计,1 台,型号LZJ-10F。加药桶(防腐)1 个,尺寸Φ0.9m×1m。 3.12 污泥池 1 座,尺寸5.4 m×3 m×3 m。 3.13 污泥处理间 1 间,尺寸4 m×3.5 m×4 m。内设污泥压滤机1台,型号XMYAJ/700-30U,过滤面积20 m2,板框尺寸700 mm×700 mm。污泥泵2 台,1 用1 备,型号I-1B2,流量5.4 m3/h,扬程80 m,功率3 kW。 4 工艺调试及处理效果 该废水处理工艺建成后进行了调试运行,时间从2010 年6 月5 日-9 月20 日。6 月份主要进行活性污泥的接种驯化。7 月10 日左右开始通水。该废水中的浮油、分散油、溶解油较多,因而在该工艺设计中,隔油沉淀池的稳定运行是保证该废水处理工艺稳定运行的关键。在该项目运行过程中,对隔油沉淀池的运行严格管理。因该废水COD 较高,同时废水中含有大量的有机物如脂类和蛋白质。在2010 年8 月份中旬发现调节池不断散发臭味,分析原因是由于该段时间气温较高,调节池中废水由于厌氧腐化散发出臭味。通过在调节池增加曝气设备,进行预曝气,消除臭味带来的影响,同时增加曝气设施有利于后续混凝气浮池的运行。在2010 年08 月份下旬,CASS 运行过程中发现活性污泥颜色变深,通过对CASS 反应池取样分析,发现CASS 初始阶段溶解氧质量浓度过低,大约0.5 mg/L,缺氧环境导致活性污泥颜色变深,同时出水中COD 由90 mg/L 增大到270 mg/L 左右。通过增大曝气量,提高溶解氧质量浓度到3 mg/L 以上,出水水质不断提高。2010 年12月11 日,检测到出水水质变差,经分析发现是由于突然降温至-5 ℃左右,水解酸化池微生物受到降温的影响,活性降低,导致出水水质恶化。延长水解酸化池停留时间由6 h 提高到9 h,保证出水水质。在废水处理工艺运行过程中,对员工的技术培训非常重要,这也是影响该工艺稳定运行的一个重要因素。工艺调试进水期间(2010 年7 月10 日到09 月20 日)原废水及水解酸化出水和CASS 出水COD 变化见图2。该废水处理工艺经调试运行,出水水质稳定,达到了设计的排放标准。各主要构筑物出水水质见表1。
山东跑蓝环保科技有限公司是一家集环保产品研发、设计、制造、销售及安装服务于一体的综合性高新技术环保企业。专业从事生活污水处理、工业废水治理、中水回用系统设计、固体废弃物处理、环境服务等业务。 全国服务热线:13505369750 |