|
【食品加工污水处理设备】以果冻为主的食品生产废水如何处理时间:2018-05-05 据报道,中国将在2015年取代美国成为全球最大的食品和日用品市场。随着食品工业的高速发展及其工业化程度的不断加强,食品生产过程中产生的环境污染日益加剧,对人类健康的危害也日益普遍和严重,特别是生产过程排出的废水,具有有机污染物浓度高、悬浮物含量高、油脂含量高、氮磷化合物含量高、水质和水量变化幅度大等特点,如果不加以妥善处理直接排入水体,必将对环境造成极大危害。食品生产过程中排放的废水不仅量大,而且成分复杂,单一的处理工艺往往无法达到较高的处理要求,且对废水中的不同污染物的处理效果也不相同。因此,实际工程中,通常采用多级流程联合处理,以达到高效、高负荷、抗冲击等要求。针对废水各污染物的不同特性,在物化阶段尽可能去除其中的油脂及SS等污染物质,并在此基础上采用厌氧和好氧组合生物处理技术。 1 项目概述 2 设计参数及工艺流程 表 1 综合废水水质及排放标准
2.2 工艺流程
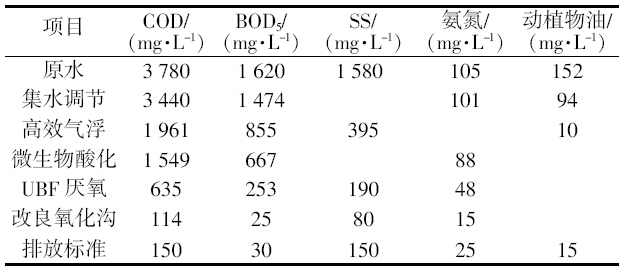
图 1 废水处理工艺流程 2.3 工艺说明 高效气浮澄清器出水进入生化处理系统的微生物酸化池。在微生物酸化池中,特种产酸菌将复杂难降解的COD转化为易降解的COD,高分子有机物转化为低分子有机物,这为后续的厌氧反应器中的产甲烷菌提供了充足的食物。微生物酸化池出水在厌氧调节池中与厌氧处理后的一部分出水混合后由泵送入UBF厌氧反应器。在高效产甲烷菌的作用下,大部分的有机物被分解为无机小分子物质(二氧化碳和水)和甲烷,出水自流入好氧生化处理系统,甲烷通过三相分离器收集后送入锅炉燃烧。 厌氧出水进入由生物选择池、改良氧化沟以及二沉池组成的好氧生化处理系统进行好氧生化处理。经过好氧生化处理后的废水经二沉池泥水分离后,上清液即可回用或达标外排。 高效气浮澄清器的浮渣及沉淀污泥以及厌氧池、二沉池的剩余污泥,经污泥浓缩池浓缩后泵入污泥脱水机脱水,含水率达到75%左右后外运,进行综合利用或填埋处置。污泥浓缩池的上清液及脱水过程中的滤液、冲洗液回流入集水池进行再处理,杜绝产生二次污染。 3 工艺设备及设计参数 (2)集水调节池。鉴于该企业生产废水的排放为间歇性排放,水质、水量的波动性较大,为避免整个处理系统受到负荷冲击致使处理效果不稳定,在整个废水处理系统前设置大容积砖混结构集水调节池1座,用来收集生产系统排放的废水,起到稳定水量,调节水质的作用。集水调节池池面设置撇油器,撇油撇渣。水下设置曝气管,防止悬浮物沉积。从集水调节池出来的废水由泵提升送至高效气浮澄清器。集水调节池设计流量42 m3/h,水力停留时间(HRT)8 h,规格尺寸16.0 m×6.0 m×4.0 m,有效容积336 m3,高程布置上超高0.5 m。 配套设备包括:80WQ50-10-3废水提升泵2台,1用1备;LHPY-60行车式撇油器1台,钢制防腐;DN 50穿孔曝气管1套,ABS;SWR150-150A-1520罗茨鼓风机2套,1用1备。 3.2 物化处理单元 (2)加药系统。包括溶药罐4台,尺寸为D 2.0 m×2.5 m,体积6.5 m3,碳钢防腐;JBR-400溶药搅拌器 4台,2用2备,钢制防腐;加药泵4台,Q=2 m3/h,H=20 m,2用2备。 3.3 厌氧生化处理单元 酸化池填料采用专用全塑性夹片维纶醛化丝填料,规格D=150 mm,安装高度2.5 m,总体积280 m3。 (2)厌氧调节池。砖混结构厌氧调节池1座,用来接收微生物酸化池出水、反应器回流水,废水在此混合后由提升泵送入UBF厌氧反应器。池内设置列管式蒸汽加热管,冬季利用生产系统废蒸汽的余热循环加热池内废水,以提高厌氧效果。设计流量42 m3/h,HRT=51.4 min,规格尺寸4.0 m×3.0 m×3.5 m,有效容积36 m3,高程布置上超高0.5 m。 配套100W80-20型厌氧进液泵2台,1用1备。 (3)UBF厌氧反应器。钢制内衬玻璃钢UBF厌氧反应器1座,在这里高效产甲烷菌将废水中大量的低级脂肪酸降解转化为甲烷、二氧化碳、水和新的细胞物质,在降解废水污染负荷的同时回收沼气。设计流量42 m3/h,HRT=7.62 h,COD容积负荷4.73 kg/(m3·d),外形尺寸D 8 m×7.0 m,有效容积320 m3,高程布置上超高4.5 m。 厌氧填料采用专用全塑性夹片维纶醛化丝填料,规格为D=150 mm,总体积125 m3,安装高度2.5 m。 钢骨架玻璃钢三相分离器1套,规格为D 8 m×0.5 m。 厌氧附件1套,包括布水器、溢流堰、回流装置、水封系统,钢制防腐。 3.4 好氧生化处理单元 配套QJB320型不锈钢潜水搅拌机1台。 (2)改良氧化沟。钢筋砼二廊道折流式改良氧化沟1座,设计流量42 m3/h,HRT=25.7 h,COD容积负荷0.56 kg/(m3·d),MLSS 2~3 g/L,污泥负荷(以 COD/MLSS计)0.22 kg/(kg·d),池体尺寸30.0 m× 8.0 m×5.0 m,有效容积1 080 m3,高程布置上超高3.0 m。 配套LH-TB11型不锈钢推流搅拌式曝气机 2台。 (3)二沉池。钢筋砼平流式沉淀池1座,用来接收好氧生化废水,沉淀澄清,回流及外排污泥。设计流量42 m3/h,HRT=6.9 h,表面负荷0.53 m3/(m2·h),规格尺寸10.0 m×8.0 m×4.2 m,有效容积290 m3,高程布置上超高2.5 m。 配套设备包括:LHXN-8型行车式刮吸泥机 1套,钢制防腐,水下不锈钢;80WQ40-12-3吸泥泵2台。 3.5 污泥处理单元 (2)污泥脱水机。LH-X1000带式浓缩压榨一体化过滤机1台,处理能力10~25 m3/h,功率0.55 kW +1.5 kW。 配套设备包括:污泥输送泵2台,1用1备,Q=30 m3/h,H=20 m;冲洗水泵1台,Q=20 m3/h,H=45 m;空压机1台,Q=0.30 m3/min,P=0.7 MPa。 加药系统1套,含溶药储药罐、溶药搅拌器、加药计量泵。 4 工程实际运行效果 表 2 实际处理效果监测
注:各组数据均为10次检测结果的平均值。
山东跑蓝环保科技有限公司是一家集环保产品研发、设计、制造、销售及安装服务于一体的综合性高新技术环保企业。专业从事生活污水处理、工业废水治理、中水回用系统设计、固体废弃物处理、环境服务等业务。 全国服务热线:13505369750 |