|
【食品加工污水处理设备】处理食糖精炼废水的方法时间:2018-05-05 我国是食糖生产与消费大国,由此产生的制糖废水成为我国主要工业污染源之一。目前,国内外针对制糖废水的处理多采用生化法,主要包括厌氧处理法、好氧处理法、厌氧-好氧组合处理工艺、土地处理法等,而厌氧处理法因能耗低、耐冲击负荷等特点被广泛采用〔1〕。 食糖精炼废水的主要成分--糖蜜为原糖精炼时的结晶母液,是制糖工业的一种副产物,含有大量有机或无机物质〔2〕。食糖精炼废水具有COD高、波动性大、可生化性好等特点,B/C在0.45左右,氮素含量偏低,不含有抑制微生物生长的物质,但刷罐水的排放极易引起较强的冲击负荷。 山东省某糖业集团新建食糖精炼生产线,产生的废水具有上述废水的特点,符合厌氧工艺处理的条件,且附加循环IC反应器在该领域的应用还未见详细的研究报道,因此笔者从工艺应用角度探讨附加循环IC反应器处理食糖精炼废水的启动过程。 1 材料与方法 1.1 实验装置 根据废水水质水量特点及出水要求,决定采用以生化处理为主、物化处理为辅的工艺处理废水,实现中水回用与达标排放。 由于普通IC反应器无法适应食糖精炼废水的水质水量突变性,实验采用2座相同的附加循环IC反应器,尺寸为D 9 m×14 m,总容积为850 m3,有效容积500 m3。反应器呈圆柱状,碳钢现场制作,并对其进行防腐与保温处理。实验装置如图 1所示。
图 1 实验装置 工艺流程:附加循环IC反应器与普通IC反应器构造基本相同,结构上均表现为1个反应器中有2个相对独立的反应室、两级三相分离器及内循环结构,其独特之处在于附加循环系统,即通过循环泵将IC反应器第二反应室处理水部分回流,通过底部布水系统注入反应器,形成循环。 废水经布水系统进入反应器内部,在第一反应室内与回流水和循环水充分混合稀释,使大部分有机物与微生物充分接触并被微生物降解,同时释放出大量沼气。三相混合液沿反应器上升,经三相分离器阻留后,部分泥水混合液停留在第一反应室,另一部分在沼气提升作用下进入气液分离器,实现气液分离,沼气排出系统,泥水混合液则沿中心管回流至反应器底部,形成自动的内部循环〔3〕。 废水经第一反应室处理后自动进入第二反应室,在微生物作用下,废水中残存的有机物进一步降解,同时产生沼气,经三相分离器阻留后,部分泥水混合液停留在第二反应室,另一部分在沼气提升下进入气液分离器,实现气液分离,沼气排出,泥水混合液回流至第一反应室底部〔4〕。处理后的混合液进入沉淀区,污泥沿回流缝滑落到第二反应室,上清液经集水渠排出〔5〕。在IC反应器进水量小、上升流速低、混合效果差、产气量不足且反应器不能形成连续内循环的情况下,开启附加循环系统,将第二反应室部分处理水注入第一反应室内,与进水混合稀释,能够减少进水给系统带来的冲击,同时增强系统的抗冲击能力,为微生物创造良好的生存环境。 1.2 实验用水 实验所用污水来自厂方的污水处理站,主要为包装车间、精炼车间、综合办公楼等产生的污水,且以生产污水为主。污水外观呈黄色,略显浑浊,有轻微的气味,其水质情况见表 1。
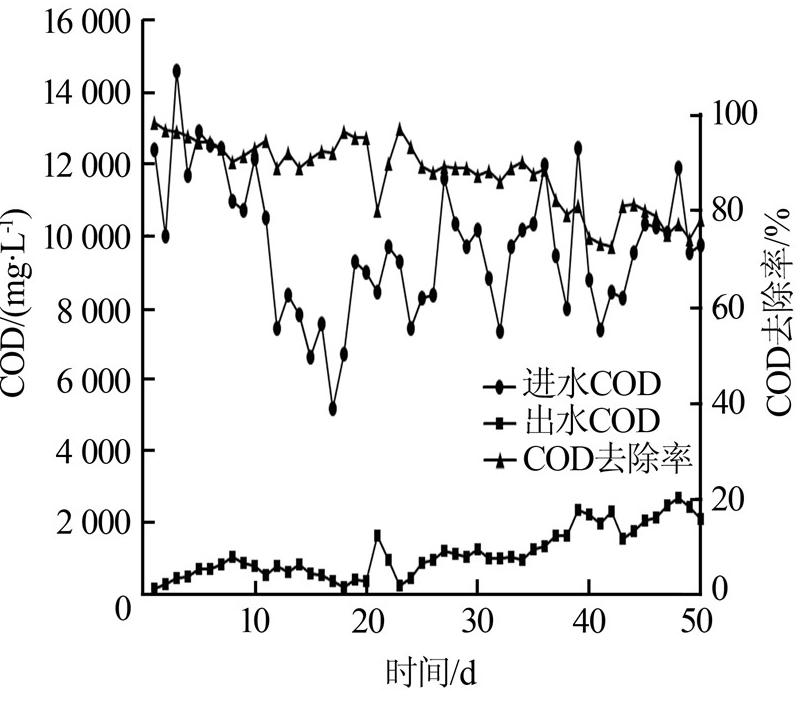
1.3 实验污泥 实验启动时接种的厌氧污泥为颗粒污泥(日照市某生化集团柠檬酸废水处理中由IC反应器产生的商品泥)。该污泥呈颗粒状,颜色为黑色,沉降性能良好,主要性能指标如下:混合物中的VS/TS>65%、有效污泥颗粒度>65%、颗粒大小介于0.5~4 mm。此次调试污泥接种量约200 t,后期因排放刷罐水引起较强的冲击,颗粒污泥部分死亡,含量下降。 1.4 实验方法 (1)利用附加循环IC反应器处理食糖精炼废水,观察、记录反应器的运行状况与进出水状况,每天采集进水混合水样及出水水样。(2)每天监测进水混合水样的COD、温度、pH,出水的VFA、COD、温度、pH。(3)根据测定数据及时调整反应器运行参数,保证反应器处于良好的运行状态,直至系统启动运行。 2 结果与讨论 2.1 反应器的启动运行情况 反应器启动时COD容积负荷约为1 kg/(m3·d)。1~20 d为污泥驯化阶段。初期由于接种的颗粒污泥进入新环境,产甲烷菌活性较弱,同时接种期间除向反应器内进污水外,未向反应器中补充营养物质,反应器内有少量气体产生,内循环现象不明显;第9天~第20天产甲烷菌的活性开始加强,能够较充分地利用产酸阶段产生的可被吸收利用的底物,此时产气量开始增加,反应器出现明显的间歇内循环现象,出水颜色发暗,但较透明。 21~50 d为提升负荷阶段。第21天~第34天,随着时间的推移反应器内微生物不断生长与繁殖,产酸菌与产甲烷菌能充分利用废水中的有机物且数量上达到一定的平衡,反应器出水水质良好,清澈透明,产气量明显增加,内循环现象间隔时间更短且水量更大,COD平均去除率为89.2%。 第35天~第50天反应器COD容积负荷>4kg/(m3·d),产气量进一步加大,反应器内在原有条件下被截留下来的大量细小絮状污泥因无法克服大量细小气泡及上升流速的顶托作用而被冲出反应器。随着沉降性能良好的污泥不断增长及大量细小絮状污泥的冲出,出水中的污泥逐渐降低。由于容积负荷提升及进水浓度波动较大,COD去除率下降,且最终呈现较平稳趋势,平均去除率为79.2%,至此认为反应器启动成功,并且可以正常运行〔6〕。 2.2 反应器启动数据及其分析 反应器的控制条件:温度为(30±2)℃,pH为6.52~6.88。为快速启动反应器的附加循环系统,同时为微生物创造稳定的生存环境,启动初期向反应器中加入了大量清水,直至从溢流堰溢出为止。启动期间进出水COD变化情况见图 2。
图 2 进出水COD和去除率变化曲线 由图 2可知,第1天~第8天,由于反应器全天进水量仅为其体积的1/15,且反应器内部加入大量清水,因此此期间COD去除率的测定值与实际值之间存在一定偏差。第9天~第20天,进水COD波动较大,但出水COD整体呈现降低趋势,由882 mg/L逐步降至394 mg/L,COD去除率整体呈现上升趋势,最终稳定在95%左右,表明反应器已经初步适应了废水水质。第21天~第34天,进水COD介于7 325~12 440 mg/L,波动较大,但出水COD较稳定,主要集中在1 000 mg/L左右,去除率基本维持在86.2%以上,进水COD的波动没有给系统带来大的影响,系统运行较稳定。第35天~第50天进水COD波动较大,出水COD有所增加,集中在2 000 mg/L左右,最高达到2 693 mg/L,COD去除率主要在72.7%~82.5%,整体呈现先下降后上升最终逐渐平稳的趋势,这是由于此期间有大量絮状污泥被洗出,有机物不能被微生物充分地吸收利用,使出水COD升高。随着时间的推移,反应器内沉降性能良好的污泥有所增加,截留下来的污泥能够克服上升流速及气体顶托作用,充分吸收利用废水中的有机物,COD去除率逐渐上升,最终趋于平稳,这表明反应器基本适应容积负荷变化带来的影响,能较稳定地运行。 启动期间COD容积负荷与COD去除率变化情况见图 3。
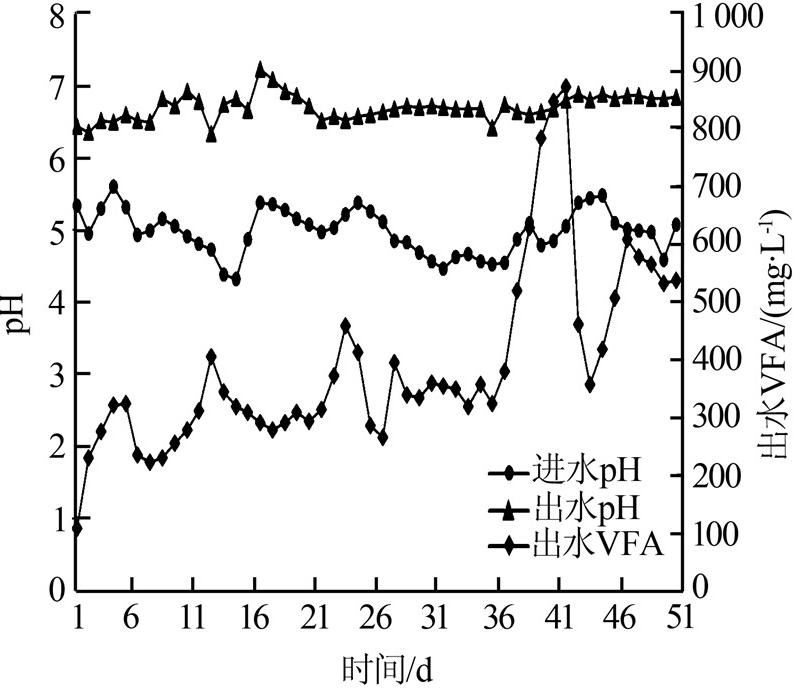
图 3 容积负荷和COD去除率变化曲线 如前所述,第1天~第8天反应器COD去除率测定值与实际值存在一定偏差,不能很好地反映容积负荷与去除率之间的关系。第9天~第20天反应器COD容积负荷在1~2 kg/(m3·d)不断波动,但COD去除率整体趋于平稳,介于89.1%~96.7%。第21天~第34天,由于容积负荷提升幅度较平缓,反应器内部的污泥浓度足够高,能够很好地适应有机物的冲击,同时附加循环系统及内循环系统将大量水回流至第一反应室,加强了反应器内污泥与有机物的混合与搅拌作用。反应器COD容积负荷从1.77提升至4.17 kg/(m3·d),整体呈现逐步上升趋势,COD去除率以88%为中心上下波动,容积负荷的升高对COD去除率没有大的影响。第35天~第50天反应器COD容积负荷基本维持在4 kg/(m3·d) 以上且波动较大,COD去除率有所下降,主要在72.7%~82.5%。这是由于反应器自第35天起容积负荷进一步提高,产气量变大,大量絮状污泥随出水排出反应器,导致反应器内污泥浓度下降,有机物不能被微生物充分利用,出水COD增加。第42天~第50天将反应器COD容积负荷维持在5 kg/(m3·d)左右,COD去除率呈现较稳定趋势,以79%为中心小幅度波动。 启动期间反应器进出水的pH变化及出水VFA变化情况见图 4。
图 4 进出水pH与出水VFA变化曲线 由图 4可见,反应器进水pH介于4.32~5.48,pH较低;反应器出水pH介于6.35~7.08。第1天~第20天,反应器出水pH变化幅度较大,这是由于微生物经历了由活性较低到基本适应新的生存环境、活性逐步加强的过程,能够较充分地吸收利用产生的有机酸;附加循环系统将第二反应室处理水部分回流至反应器底部,进一步加强反应器内部搅拌与混合,促进有机物与微生物的接触,减小低pH进水对反应器的冲击,同时回流水碱度较高,增强了系统的缓冲能力。第21天~第50天反应器出水pH变化幅度较小,较为稳定,此时反应器内微生物活性较高,产甲烷菌能够充分利用产生的挥发性脂肪酸,避免脂肪酸在反应器内的积累,含氮有机物经脱氨作用将氨氮释放于水中,在提高出水pH方面起到一定作用,同时附加循环系统在一定程度上增强了系统的缓冲能力,使得反应器出水pH比较稳定。第36天起,由于刷罐水的排放引起较强的冲击负荷,进水容积负荷波动较大,出水VFA较高,为了防止反应器pH下降进而抑制产甲烷菌的活性,向反应器加入石灰,维持反应器内部pH>6.5,为产甲烷菌创造良好的生存环境。由图 4还可以看出,出水VFA变化明显比出水pH变化波动幅度大,运行后期波动更加明显,可见出水VFA变化比pH变化更为灵敏,能够更好地指示反应器的运行状况。 3 结论与建议 (1)以食糖精炼废水为处理对象,采用附加循环IC反应器实现了高浓度、低负荷下的启动,启动初期出水COD为 158~1 055 mg/L,出水VFA为108~404 mg/L,COD去除率达89.1%以上,产气明显,出现间断性内循环现象。(2)实验用水的碳氮比为114~165,反应器COD容积负荷可达5 kg/(m3·d)左右,出水COD约为2 000 mg/L,去除率可达约80%,出水水质较稳定。实验用水的碳氮比较低,需根据实际运行情况适当补充营养物质。(3)处理过程中刷罐水的排放产生极强的冲击负荷,处理不当易引起颗粒污泥的解体,甚至可能引起反应器酸化。(4)该反应器能克服普通IC反应器启动时出现的不利影响,为实现快速启动与稳定运行创造条件;当反应器受到冲击,不能稳定运行或产气量下降影响内循环时,附加循环系统对反应器的快速恢复起到辅助作用。
山东跑蓝环保科技有限公司是一家集环保产品研发、设计、制造、销售及安装服务于一体的综合性高新技术环保企业。专业从事生活污水处理、工业废水治理、中水回用系统设计、固体废弃物处理、环境服务等业务。 全国服务热线:13505369750 |